
Obróbka stali nierdzewnej –cięcie, gięcie i spawanie Inoxu — co warto wiedzieć?
Stal nierdzewna — znana także jako Inox — to materiał, który łączy w sobie wyjątkową odporność na korozję, estetyczny wygląd i długą żywotność. Nie bez powodu jest podstawowym materiałem w przemyśle spożywczym, medycznym, chemicznym czy architekturze. Jednak jej obróbka wymaga doświadczenia i odpowiedniego parku maszynowego — Inox nie wybacza błędów. Wystarczy chwilowy kontakt z narzędziem używanym wcześniej przy stali węglowej, żeby po kilku tygodniach pojawiło się ognisko korozji.
W tym artykule omawiamy trzy kluczowe etapy obróbki stali nierdzewnej: cięcie laserowe, gięcie CNC i spawanie laserowe. Wyjaśniamy, czym różnią się popularne gatunki Inoxu, jakie tolerancje są możliwe do osiągnięcia i w jakich branżach ta technologia sprawdza się najlepiej.
Gatunki stali nierdzewnej — który wybrać?
Nie każdy Inox jest taki sam. Różne gatunki różnią składem chemicznym, właściwościami mechanicznymi i odpornością na korozję. Poniższa tabela pokazuje najczęściej stosowane gatunki i ich zastosowania:
Gatunek | Skład | Właściwości | Typowe zastosowania |
|---|---|---|---|
1.4301 / AISI 304(18/8) | 18% Cr, 8% Ni | Uniwersalny, dobra odporność na korozję, łatwa obróbka | Gastronomia, meble, architektura, motoryzacja |
1.4307 / AISI 304L | 18% Cr, 8% Ni, obniżony C | Lepsza spawalność, mniejsze ryzyko uczulenia międzykrystalicznego | Konstrukcje spawane, zbiorniki |
1.4401 / AISI 316 | 16% Cr, 10% Ni, 2% Mo | Wyższa odporność na chlorki i agresywne środowiska | Morski, chemiczny, medyczny, farmaceutyczny |
1.4404 / AISI 316L | 16% Cr, 10% Ni, 2% Mo, obniżony C | Jak 316 + doskonala spawalność | Implanty, aparatura medyczna, przemysł chemiczny |
1.4462 / Duplex 2205 | 22% Cr, 5% Ni, 3% Mo | 2x wyższa wytrzymałość niż 304, wysoka odporność korozyjna | Przemysł naftowy, offshore, wymienniki ciepła |
1.4016 / AISI 430(ferrytyczna) | 17% Cr, bez Ni | Niższa cena, słabsza odporność korozyjna, nie hartuje się | Urządzenia AGD, elementy dekoracyjne |
Najpopularniejszy wyborem w codziennej produkcji są gatunki 304 i 316. Gatunek 304 wystarczy do większości zastosowań. Gatunek 316 niezbędny jest wszędzie tam, gdzie materiał ma kontakt z chlorkami (sól, morze, niektre chemikalia) lub wymagane są najwyższe standardy higieniczne.
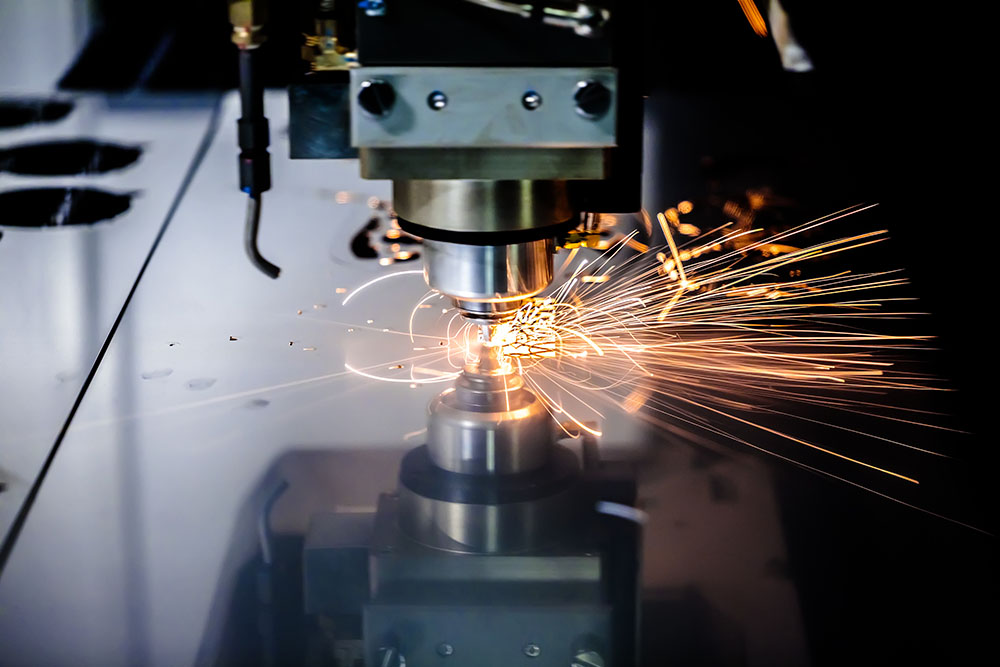
Cięcie laserowe stali nierdzewnej
Laser światłowodowy (fiber) to dziś najlepsza metoda cięcia Inoxu — szybka, dokładna i ekonomiczna zarówno przy prototypach, jak i dużych seriach produkcyjnych.
Dwóch gazów — dwa efekty
Gaz pomocniczy | Efekt na krawędzi | Kiedy stosować |
|---|---|---|
Azot (N₂) | Krawędź czysta, srebrzysta, bez utleniania — gotowa do spawania lub wykończenia | Większość zastosowań, szczególnie gdy wymagana czystość powierzchni |
Tlen (O₂) | Krawędź lekko utleniona (cięmn niebieska / brązowa), grubsze blachy tańsze w cięciu | Grube blachy (>6 mm), gdy wykończenie krawędzi nie jest krytyczne |
Tolerancje i parametry cięcia
Parametr | Wartość |
|---|---|
Zakres cięcia | 0,5 – 20 mm grubości (w zależności od mocy lasera) |
Optymalna grubość | 1 – 8 mm (najlepsza jakość i efektywność) |
Tolerancja wymiarowa | ±0,05 – 0,15 mm (blachy do 4 mm) |
Tolerancja dla grubszych blach | ±0,2 – 0,4 mm (6–12 mm) |
Minimalna szczelina cięcia | ok. 0,15 – 0,3 mm |
Chropowatość krawędzi (Ra) | 1,6 – 3,2 μm (z azotem, bez obróbki) |
Strefy wpływu ciepła (HAZ) | Bardzo wąska — minimalne odkształcenia termiczne |
Ważna zaleta: dzięki wąskiej strefie wpływu ciepła laser nie zmienia struktury krystalicznej materiału w okolicach cięcia, co jest kluczowe przy stali kwasoodpornej przeznaczonej do środowisk agresywnych chemicznie.
Gięcie CNC stali nierdzewnej
Gięcie Inoxu na prasie krawędziowej CNC to bardziej wymagający proces niż gięcie stali węglowej. Wysoka wytrzymałość i sprężystość stali nierdzewnej generują dwa główne wyzwania:
Sprężynowanie materiału (springback)
Stal nierdzewna ma wyższą granicę plastyczności niż stal czarna — po zwolnieniu nacisku prężnie „wróci” o kilka stopni. Krawędziarka CNC musi uwzględnić kąt kompensacji sprężynowania (zazwyczaj 2–10 stopni w zależności od gatunku i grubości). Programowanie tego parametru to jeden z kluczowych elementów wiedzy technicznej operatora.
Większe siły gięcia
Inox wymaga ok. 1,5–2 razy większej siły niż stal węglowa tej samej grubości. Prasy krawuędziowe muszą być odpowiednio przystosowane, a narzędzia (stemple i matryce) wykonane z materiałów odpornych na zużycie.
Minimalne promienie gięcia
Grubość blachy | Minimalny promień wewnętrzny (Inox 304) | Dla porównania — stal czarna |
|---|---|---|
1 mm | ok. 1,0 – 1,5 mm | ok. 0,5 – 1,0 mm |
2 mm | ok. 2,0 – 3,0 mm | ok. 1,5 – 2,0 mm |
3 mm | ok. 3,0 – 4,5 mm | ok. 2,0 – 3,0 mm |
5 mm | ok. 5,0 – 8,0 mm | ok. 4,0 – 6,0 mm |
Praktyczna wskazówka: jeśli projekt wymaga ostrego gięcia Inoxu (małego promienia), zawsze warto skonsultować geometrię z technologiem przed finalizacją rysunku — ograniczenia materiałowe mogą wymusić zmianę projektu.
Spawanie stali nierdzewnej — TIG, MIG i laser
Spawanie Inoxu to jeden z najbardziej wymagających procesów w obróbce metali. Wymaga czystych narzędzi, precyzji i doświadczonego spawacza. Trzy najczęściej stosowane metody to:
Metoda | Charakterystyka | Zalety | Wady / ograniczenia | Kiedy stosować |
|---|---|---|---|---|
TIG(GTAW) | Spawanie elektrodą wolframową w osłonie argonu | Najwyższa estetyka spoiny, precyzja, czystość | Wolniejsze, wymaga wyższych kwalifikacji | Przemysł spożywczy, medyczny, cienkie blachy |
MIG/MAG(GMAW) | Spawanie drut em topliwym, wyższa wydajność | Szybsze, tanie w produkcji seryjnej | Gorsza estetyka niż TIG, większy narzut ciepła | Konstrukcje stalowe, grubsze elementy, serie |
Laser | Skupiona wiązka światłowodowa | Minimalna strefa wpływu ciepła, najwyższa precyzja | Wymaga bardzo dokładnego spasowania elementów | Cienkie blachy, wymagająca geometria, automatyzacja |
Kluczowe zasady przy spawaniu Inoxu
- Czyste narzędzia — szczotki, tarcze i uchwyty dedykowane wyłącznie do stali nierdzewnej. Kontakt z narzędziem używanym przy stali węglowej powoduje korozję kontaktową.
- Odtluszczanie — wszystkie powierzchnie muszą być czyste. ślady tłuszczu lub oleju prowadzą do porowatoci spoiny.
- Gaz osłonowy — czyste argon lub mieszanki argon/hel. Kontrola gazowania od spodu spoiny (backing gas) eliminuje utlenianie i poprawia jakość.
- Kontrola ciepła — nadmiar ciepła prowadzi do uczulenia międzykrystalicznego i utraty odporności na korozję. Należy kontrolować temperaturę międzyprzejciową (max 150°C dla 304/316).
- Wybór spoiwa — spoiwa muszą być dobrane do gatunku stali. Np. do 316L stosujemy spoiwo 316LSi.
Gdzie stosuje się obróbkę stali nierdzewnej?
Inox towarzyszy nam wszędzie — często go nie dostrzegamy, ale bez niego nowoczesny przemysł i życie codzienne byłyby zupełnie inne:
Branża | Typowe elementy | Wymagania |
|---|---|---|
Przemysł spożywczy | Zbiorniki, zbiorniki, przenorniki, obudowy maszyn | Wysoka higiena, odporność na kwasy, łatwość mycia |
Medyczny i farmaceutyczny | Aparatura, stolik i, implanty (316L) | Biokompatybilność, sterylność, certyfikaty |
Chemiczny i petrochemiczny | Rurociągi, reaktory, wymienniki ciepła | Odporność na agresywne media, wysoka temperatura |
Budownictwo i architektura | Balustrad y, fasady, moc owani a elewacji | Estetyka, odporność na warunki atmosferyczne |
Motoryzacja | Układy wydechowe, elementy karoserii, zbiorniki | Odporność na wibracje, wysoka temperatura |
Gastronomia i HoReCa | Kuchnie przemysłowe, meble gastronomiczne | Higiena, łatwość czyszczenia, estetyka |
Energetyka i OZE | Obudowy, wsporniki paneli, elementy instalacji | Odporność korozyjna, długi cykl życia |
Kompleksowa obróbka Inoxu — cięcie, gięcie, spawanie — w jednym miejscu |
|---|
W Techno-Weld obrabiamy stal nierdzewną gatunków 304, 304L, 316, 316L oraz stale duplex. |
Cięcie laserem, gięcie CNC i spawanie TIG/MIG — wszystko pod jednym dachem, certyfikat ISO 9001:2015. |
biuro@techno-weld.pl | tel. +48 512 497 188 | techno-weld.pl/kontakt |
FAQ — najczęściej zadawane pytania o obróbkę stali nierdzewnej
Czy stal nierdzewna rdzewieje?
Czysta, prawidłowo obrobiona stal nierdzewna nie rdzewieje w normalnych warunkach. Korozja może się pojawić, gdy powierzchnia zostanie skażona dążnikami żelaza (np. przez kontakt z narzędziami używanymi do stali węglowej), lub gdy materiał znajdzie się w środowisku, do którego nie jest dostosowany (np. gatunek 304 w środowisku bogatym w chlorki).
Jaka jest różnica między 304 a 316?
Gatunek 304 jest tańszy i wystarcza do większości zastosowań. Gatunek 316 zawiera dodatek molibdenu (2–3%), który zapewnia znacząco wyższą odporność na działanie chlorków i innych agresywnych środków. 316 wybieraj, gdy materiał ma kontakt z solą, morzem, kwasami lub jest używany w branży medycznej lub farmaceutycznej.
Dlaczego spawanie Inoxu jest droższe niż spawanie stali węglowej?
Spawanie Inoxu wymaga specjalnych narzędzi (dedykowanych wyłącznie do nierdzewki), droższych gazów osłonowych (czysty argon zamiast mieszanki), wyższych kwalifikacji spawacza i ściślejszej kontroli procesu. Do tego dochodzą wyższe koszty materiału. Pomimo wyższego kosztu początkowego, konstrukcje ze stali nierdzewnej są tanie w eksploatacji — nie wymagają malowania, konserwacji i służą dziesiątki lat.
Czy po cięciu laserowym Inox wymaga polerowania lub wykończenia krawędzi?
Przy cięciu z azotem jako gazem pomocniczym krawędź jest czysta, gładka i metalicznie świecąca — zazwyczaj nie wymaga dodatkowej obróbki. W zastosowaniach o wysokich wymaganiach estetycznych lub higienicznych (np. przemysł spożywczy) można zamówić dodatkowe szlifowanie lub satynowanie krawędzi.
Jak długo trwa realizacja zlecenia na obróbkę Inoxu?
Standardowy czas realizacji w Techno-Weld wynosi 5–10 dni roboczych od potwierdzenia zamówienia. W przypadku pilnych zleceń możemy zaproponować ekspresową realizację. Skontaktuj się z nami, a omówimy szczegóły.
Podsumowanie
Obróbka stali nierdzewnej — cięcie laserowe, gięcie CNC i spawanie — wymaga wiedzy, precyzji i odpowiedniego zaplecza technicznego. Dobrór gatunku (304 czy 316?), metody cięcia (azot czy tlen?), techniki spawania (TIG czy MIG?) — każda z tych decyzji ma znaczenie dla jakości końcowego produktu.
W Techno-Weld realizujemy kompleksową obróbkę Inoxu: cięcie laserowe blach i profili, gięcie CNC na prasach krawędziowych i spawanie TIG/MIG przez certyfikowanych spawaczy. Wszystko w jednym miejscu, z certyfikatem ISO 9001:2015. Zapraszamy do kontaktu i bezpłatnej wyceny.